RESINA DE PINO COMO AGLUTINANTE SOSTENIBLE PARA EL REFUERZO DEL ADOBE
PINE RESIN AS A SUSTAINABLE BINDER FOR THE REINFORCEMENT OF ADOBE
Autores: Itzel García Gómez
Rafael Alavéz Ramírez
Valentín Juventino Morales Domínguez
Institución: Instituto Politécnico Nacional, CIIDIR-Unidad Oaxaca, México
Correo electrónico: itzelgargom@gmail.com
|
García, I.; Alavéz, R. & Morales, V.J. Resina de pino como aglutinante sostenible para el… Pág. 179-190 Recibido: 12/07/2021 Aceptado: 30/09/2021 Publicado: 25/11/2021 |
Universidad & Ciencia Vol. 10 (2021) Especial Civitec ISSN: 2227-2690 RNPS: 2450 |
RESUMEN
El suelo como material de construcción es vulnerable a las condiciones atmosféricas. Se analizó resina de pino en la matriz del adobe para observar las propiedades de durabilidad resultantes. Para ello se realizaron pruebas de resistencia a compresión y permeabilidad en cubos de 5 cm, utilizando suelo, resina de pino y excremento de burro. Los cubos control se elaboraron solamente con suelo, los demás con resina de pino y excremento de burro en diferentes porcentajes. Los cubos que presentaron mayor resistencia a compresión y que tardaron más tiempo en deshacerse, fueron los de suelo con 15 % de resina de pino y los de 15 % de resina de pino con excremento de burro. Posteriormente se realizaron pruebas de permeabilidad, resistencia a compresión y flexión en adobes de suelo y estiércol de burro, adicionando o no 15 % de resina de pino, con dimensiones de 30cm x 22cm x 10cm y de 15cm x 22cm x 10cm. Los adobes elaborados con suelo, estiércol de burro y 15 % de resina de pino obtuvieron los resultados más altos en las tres pruebas: una resistencia a la compresión de 5.88 MPa, porcentaje de absorción de agua de 18.95 %, resistencia a la flexión de 0.840 MPa. Estos valores son más altos que los determinados en la norma N-CMT-2-01-001 para los bloques de calidad E. Con los resultados obtenidos de la prueba de resistencia a compresión, tanto en cubos como en adobes, se realizó un análisis normal de la varianza de una vía utilizando el software MiniTab.
Palabras clave: Adobe, Durabilidad, Resina de pino, Resistencia mecánica.
ABSTRACT
Soil as a construction material is vulnerable to atmospheric conditions. The pine resin in the adobe matrix was analyzed to improve its durability properties. Tests for compressive strength and degradation in water were tested in cubes of 5 cm, using soil, pine resine and donkey manure. The control cubes were made only with soil, the others with pine resin and donkey manure in different percentages. The cubes that showed the highest compressive strength and that took the longest time to fall apart were those of soil with 15 % pine resin and those with 15 % pine resin with donkey manure. Subsequently, tests of permeability, compressive strength and flexural strength were realized in adobes of soil and donkey manure, adding or not 15 % of pine resin, with dimensions of 30cm x 22cm x 10cm and 15cm x 22cm x 10cm. The adobes made with soil, donkey manure and 15 % pine resin obtained the highest results in the three tests: a compressive strength of 5.88 MPa, percentage of water absorption of 18.95 %, flexural strength of 0.840 MPa. These values are higher than those determined in the N-CMT-2-01-001 standard for quality E blocks. With the results obtained from the compressive strength test, both in cubes and in adobes, an analysis one-way of variance was realized using MiniTab software.
Keywords: Adobe, Durability, Pine resine, Mechanical strength.
INTRODUCCIÓN
Los materiales de construcción alternativos como el adobe, los bloques de suelo compactado, la paja de arcilla, el bahareque, los cementos con cal y puzolana, etc. pueden usarse para minimizar el consumo de energía y emisiones de CO2 en la manufactura de materiales para la construcción de viviendas. No obstante, el desarrollo y aplicación de materiales industrializados ha tenido un gran auge actualmente. Los principales gases producidos y que contribuyen a la ocurrencia del efecto invernadero son: dióxido de carbono (CO2), monóxido de carbono (CO), metano (CH4), óxido de nitrógeno (NOx), ozono (O3), dióxido de azufre (SO2) y clorofluorocarburos (CFC) (Argüello y Cuchi, 2008).
Los adobes presentan buenas condiciones de aislamiento acústico y térmico debido a las características del material y los espesores utilizados. También cuenta con ciertos prejuicios que lo demeritan o con ciertas desventajas, como también lo presentan otros materiales base tierra, por lo cual requieren de alguna mejora en sus características físicas, químicas o mecánicas para prolongar su tiempo de vida útil y puedan considerarse una alternativa adecuada en la edificación (Guerrero, 2007).
La resistencia a compresión es el esfuerzo último alcanzado en un material antes de fallar cuando se le aplica una carga que trata de estrecharlo. El estudio de esfuerzos y deformaciones en materiales se basa en la Ley de Hooke. La norma mexicana que establece el método de ensayo para la determinación de resistencia de compresión es la norma NMX-C-036-ONNCCE. Se conoce como resistencia a la flexión a los ensayos realizados para conocer la deformación que presentan en la dirección perpendicular a su eje longitudinal elementos estructurales alargados tales como vigas, bloques y ladrillos. El Método de Prueba Estándar para la Resistencia a la Flexión del Suelo-Cemento utilizando Viga Simple con Tercer Punto de Carga D 1635 - 00, norma emitida por la ASTM, cubre la determinación de la resistencia a la flexión del suelo-cemento mediante el uso de un haz simple con carga de tercer punto.
La norma mexicana NMX-C-006 Industria de la Construcción - Ladrillos y bloques cerámicos de barro, arcilla y/o similares, establece las especificaciones para ladrillos y bloques, macizos y/o huecos, ya sean de pasta cerámica, de barro, arcilla y/o similares: hechos en máquina o a mano. La norma N-CMT-2-01-001/002 Parte: Materiales para estructuras, título: 01. Materiales para mamposterías, capítulo: 001 Ladrillos y bloques cerámicos, establece los requisitos de calidad de los ladrillos y bloques cerámicos que se utilizan en elementos estructurales de mampostería.
La permeabilidad es la capacidad que tiene un material de permitirle a un flujo que lo atraviese sin alterar su estructura interna. Se afirma que un material es permeable si deja pasar a través de él una cantidad apreciable de fluido en un tiempo dado, e impermeable si la cantidad de fluido es despreciable. La norma NMX-C-037 establece el método de prueba para la determinación de la cantidad de agua que absorben los bloques, ladrillos o tabiques y tabicones de concreto para la construcción, bajo ciertas condiciones especificadas.
El objetivo del trabajo es analizar la resina de pino para mejorar las propiedades de permeabilidad y mecánicas del adobe, determinando la proporción adecuada de resina de pino en adobes.
MATERIALES Y MÉTODOS
El trabajo se dividió en dos fases: cubos y adobes. La primera consistió en pruebas de resistencia a la compresión y degradación por agua en cubos de suelo, suelo y estiércol de burro y adicionados con diferentes porcentajes de resina de pino. En la segunda fase se hicieron las pruebas de resistencia a la compresión, flexión y permeabilidad en adobes. Se realizó un análisis de la varianza para las pruebas de resistencia a compresión de la fase I y de la fase II, para las pruebas de compresión y flexión, utilizando el programa MiniTab para analizar el comportamiento de las mezclas empleadas. Para las pruebas de compresión se basó en la norma NMX-C-036-ONNCCE, para permeabilidad se basó en la norma NMX-C-037-ONNCCE y para flexión se basó en el método ASTM-D1635-00. El suelo utilizado es procedente de San Agustín Yatareni, Oaxaca. Con un 49 % de finos en su constitución y del tipo CL; es un suelo con arcillas inorgánicas de baja a media plasticidad, lo cual lo hace idóneo para la elaboración de adobes.
Fase I. Cubos
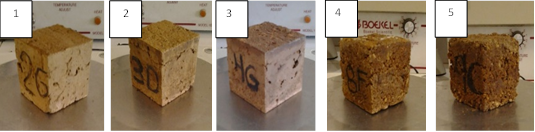 |
Se elaboraron cubos de 5cm de lado y se dividió en dos etapas. Etapa 1. Pruebas proporcionamiento de resina de pino, consistió en utilizar resina de pino variando el porcentaje del agregado (Fig. 1), el diseño del experimento factorial fue de 1x5x3 para las pruebas de permeabilidad y de 1x5x6 para las pruebas a compresión (Tabla 1).
Figura 1. Muestras de suelo y resina de pino. Muestra con: 1) 5%, 2) 10%, 3) 15%, 4) 20% y 5) 25% de resina de pino.
Fuente: Elaboración propia.
Tabla 1. Diseño de experimentos de cubos
|
Factor |
Niveles |
Descripción |
Réplicas |
Respuesta |
|
Etapa 1. Pruebas proporcionamiento de resina de pino |
9 por mezcla* |
Degradación en agua (prueba de permeabilidad).
Resistencia a la compresión. |
||
|
Mezcla |
5 |
5RP |
||
|
10RP |
||||
|
15RP |
||||
|
20RP |
||||
|
25RP |
||||
|
Etapa 2. Pruebas finales en cubos |
||||
|
Mezcla |
2 |
SE |
||
|
SERP15 |
||||
|
5RP:
+5% resina de pino, 10RP: +10% resina de pino, 15RP: +15% resina de pino,
20RP: +20% resina de pino, 25RP: +25% resina de pino, SE: suelo y excremento
de burro, SERP15: suelo +excremento de burro +15% resina de pino. *Para las pruebas, de las 9 réplicas de cada mezcla, se utilizaron: 3 réplicas para permeabilidad y 6 réplicas para resistencia a la compresión. |
||||
Fuente: Elaboración propia.
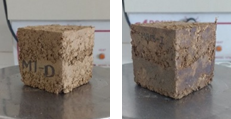 |
Etapa 2. Pruebas finales en cubos: Se utilizó el mejor proporcionamiento obtenido de la etapa 1 para combinarlo con la mezcla tradicional del adobe, que combina suelo con estiércol de burro (Fig. 2). El diseño de experimento para la prueba de permeabilidad fue de 1x2x3 y para la prueba de resistencia a compresión fue de 1x2x6. Solo se consideró una edad de 28 días (Tabla 1). Transcurrido este tiempo, se realizó la prueba de degradación en agua, que consistió en sumergir las muestras en bandejas con agua, cubriendo los especímenes (8 cm). Se realizaron pruebas de compresión en los cubos, ensayando cada uno en la máquina para pruebas a compresión.
Figura 2. Muestras de suelo + estiércol de burro (izquierda) y de suelo + estiércol de burro + 15% resina de pino (derecha).
Fuente: Elaboración propia.
Fase II. Adobes
Con base en los resultados obtenidos en los cubos, se procedió a la elaboración de adobes para realizar pruebas de permeabilidad, de resistencia a la compresión y de resistencia a la flexión. Se realizó un análisis de la Varianza para analizar el comportamiento de las mezclas empleadas. Se mandaron a elaborar los adobes necesarios para las pruebas, la mitad de adobes de suelo solo y la otra mitad con 15 % de resina de pino. Pero todos se fragmentaron, por lo cual se descartó el uso de solo tierra y se le agregó estiércol de burro, mandando a hacer 14 nuevos adobes de 30cm x 22cm x 10cm y 28 adobes de 22cm x 15cm x 10cm (Fig. 3). Para hacer 10 adobes (de 45cm x 25cm x 10cm) con la combinación que se propone, se requiere de aproximadamente 80 kg de tierra, 4 kg de estiércol de burro y 12 kg de resina de pino (15 % respecto al peso de la tierra). El experimento factorial quedó de 1x2x18. La edad fue de 14 días por ser el tiempo de secado (Tabla 2).
 |
Figura 3. Izq.: Adobes sin estiércol de burro. Der.: Adobes de suelo + estiércol de burro + 15 % resina de pino.
Fuente: Elaboración propia.
Tabla 2. Diseño de experimento de adobes
|
Factor |
Niveles |
Descripción |
Réplicas |
Respuesta |
|
||
|
Mezcla |
2 |
SE |
18* |
Permeabilidad (prueba de absorción). Resistencia a la compresión y a la flexión. |
|||
|
SE15RP |
|||||||
|
SE: Suelo y excremento de burro, SE15RP: suelo + excremento de
burro + 15 % resina de pino. *Para las pruebas, de las 18 réplicas por mezcla, se utilizaron: 5 réplicas para permeabilidad, 6 réplicas para resistencia a la compresión y 7 réplicas para resistencia a la flexión. |
|||||||
Fuente: Elaboración propia.
RESULTADO Y DISCUSIÓN
Fase I. Cubos
De las muestras de la Etapa 1, al agregar más del 15 % de resina el mezclado se dificultaba, aumentando su impermeabilidad pero disminuyendo su resistencia a la compresión, por lo que la mezcla de suelo con 15 % de resina fue la que obtuvo resultados más altos tanto en la prueba de degradación como en la de compresión. Por lo cual, la proporción de 15% de resina se empleó para combinar con suelo + excremento de burro y a su vez se comparó con muestras de suelo + excremento de burro sin estiércol (muestras Etapa 2).
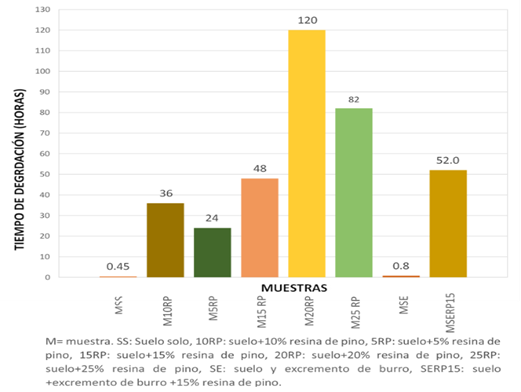
Tras sumergir las muestras, se tomaron los tiempos de degradación para compararlos entre sí. Promediando los tiempos de las réplicas por mezcla, de la Etapa 1, aunque los niveles tuvieron resistencias altas al agua, la mezcla de suelo + 20 % de resina de pino fue la que tardó más tiempo en deshacerse (120 horas) y de la Etapa 2, la mezcla de suelo + excremento de burro + 15 % de resina de pino, se deshizo al último (52 horas). Para visualizar con mayor claridad el efecto del agua en los cubos elaborados, se analizaron todos los cubos conjuntamente: de las diferentes mezclas las que mayor tiempo tardaron fueron las de resina 20 %, resina 25 % y en tercer lugar general las de resina al 15 % (3er. lugar con excremento y 4to. lugar sin excremento) (Fig. 4). Hasta la muestra con 20 % de resina, se observa que la resistencia al agua va en aumento, pero al llegar al 25 % de resina, esta resistencia se pierde, debido a que rebasa en demasía la humedad óptima, es decir, hay demasiada agua la cual reduce la cantidad de suelo que es la base de la matriz. Lo cual se manifiesta desde la elaboración de las muestras, ya que con las muestras de 20 % y 25 % fue más complicado el mezclado uniforme.
Figura
4. Degradación en agua de cubos. Promedio de los tiempos
que tardan las muestras en deshacerse completa o casi completamente.
Fuente: Elaboración propia.
Se registraron los datos obtenidos por cada Etapa de las pruebas de resistencia a la compresión y los resultados del Análisis de la Varianza. En la Etapa 1, de acuerdo a los resultados del Análisis de la Varianza se obtuvo un valor R2 de 89.80 %, el cual es cercano al 100 %, lo cual indica un valor constante entre los valores del comportamiento de la resistencia a la compresión. La mezcla 15RP presentó la resistencia más alta con 4.82 MPa en promedio. En la Etapa 2, se observó que los valores de los resultados de las resistencias fueron homogéneos, ya que con el Análisis de la Varianza se obtuvo un valor R2 de 80.12 %, indicando un óptimo ajuste de los valores al comportamiento del material. La resistencia a la compresión promedio más alta de esta etapa, la presentó la mezcla de suelo con 15% de resina con 4.04 MPa. La resistencia a la compresión en las muestras de suelo con 5 % a 15% de resina, fueron en aumento conforme más resina se les agregaba, mientras que en las muestras que contenían mayor porcentaje de resina, sus valores fueron disminuyendo. Las muestras de suelo con 15 % de resina, 10 % de resina y 15 % de resina combinada con excremento de burro, son, respectivamente, las que cuentan con las resistencias a la compresión más altas respecto a las demás (Fig. 5). Los resultados de los cubos a los que se les agregó estiércol de burro fueron similares a los de sus proporciones sin este aditamento, siendo las muestras con resina las que tardaron más tiempo en deshacerse y presentaron mayor resistencia a la compresión.
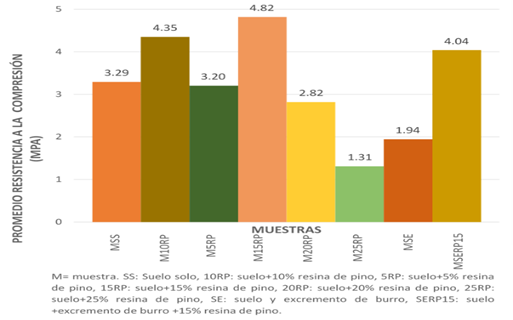
Figura 5. Resistencia a la compresión en cubos. Resultados promedio de la resistencia obtenida en las diferentes mezclas.
Fuente: Elaboración propia.
Por lo cual, de las pruebas de degradación de agua y de compresión, la que mejores resultados en conjunto obtuvo, fue la muestra de suelo + 15 % de resina de pino, ya que fue la tercera en conservar su forma por más tiempo sumergida en agua (48 horas sin excremento y 52 horas con excremento en la mezcla) y la que mayor resistencia a la compresión presentó (suelo y resina: 4.97 MPa; suelo + resina + excremento: 4.04 MPa).
Fase II. Adobes
Los adobes elaborados con 15 % de resina y suelo solo acabaron fracturándose, por lo cual no pudieron evaluarse. Éstos se rompieron por exceso de agua, además, por lo común, al utilizar ese tipo de tierra le agregan excremento de burro, que cumple la función de aglomerante. Así que se elaboraron adobes con suelo, excremento de burro y resina de pino; los adobes resultantes ya no se cuartearon y se realizaron las pruebas mencionadas.
De la prueba de permeabilidad los adobes de suelo y excremento de burro sumergidos no se conservaron durante las 24 horas, volviéndose lodo, por lo que no hubo porcentaje que calcular; mientras que los adobes de suelo + excremento de burro + 15 % resina de pino sí lo consiguieron y el promedio de porcentaje de absorción fue de 18.95 %. De la prueba de resistencia a compresión los adobes con resina obtuvieron una resistencia promedio de 5.88 MPa, siendo la más alta ya que los adobes con suelo y excremento de burro obtuvieron una resistencia a la compresión promedio de 4.49 MPa.
En el análisis normal de la varianza de esta prueba, no se obtuvo un valor constante en cuanto al comportamiento del material, ya que el R2 fue del 45.92 %. Hubo un factor, como pudieran ser las dimensiones o que la carga pudo no haberse distribuido uniformemente, que hizo variar las resistencias. De la prueba de resistencia a la flexión, el módulo de ruptura promedio de los adobes de suelo y excremento de burro (SE), fue de 0.838 MPa, el promedio de los adobes con suelo, excremento de burro y 15 % de resina de pino (SE15RP), fue de 0.840 MPa. No hubo una mejora significativa en el adobe propuesto, siendo prácticamente igual al adobe tradicional. De los resultados del Análisis de la Varianza de esta prueba no se obtuvo un valor constante en cuanto al comportamiento del material, ya que fue del 0.01 %. En esta prueba se obtuvo una diferencia significativa entre las lecturas, habiendo un factor que hizo variar las resistencias, demostrando también que no hay diferencia si se agrega o no resina de pino para la resistencia a la flexión.
Como se mencionó anteriormente, la norma N-CMT-2-01-001/002 corresponde a los requisitos de calidad de los ladrillos y bloques cerámicos, siendo los más parecidos a los adobes. Esta norma establece que los materiales elaborados a mano de subtipo macizo, que es en el subtipo donde encajan los adobes, son de calidad E, siendo los de menor calidad dentro de la escala de A a E. Y los valores que pide la norma para el subtipo macizo, grado de calidad E son mínimamente 2 MPa para resistencia a compresión simple y un porcentaje de 24 % de absorción de agua. El adobe planteado en este trabajo con 15 % de resina, supera los pedidos en la norma para el grado de calidad E, ya que resiste a la compresión 5.88 MPa y el porcentaje de absorción con el que cuenta es de 18.95 %. Si comparamos este adobe con el grado de calidad D, se supera lo requerido y, comparando con el grado de calidad C, el adobe con resina casi se acerca al porcentaje de absorción de agua de 18 % requerido pero le faltan 2.22 MPa para alcanzar los 8 MPa de resistencia a la compresión (Tabla 3). El adobe propuesto se encontraría entre los bloques de calidad D y C del subtipo macizo fabricados con máquina; observando que al agregarle resina al adobe tradicional sí aumenta su impermeabilidad y mejora su resistencia a la compresión.
Tabla 3. Comparación de algunos requerimientos de calidad entre adobe con resina de pino y ladrillos-bloques cerámicos.
|
Característica |
Valor |
|||
|
Subtipo Macizo |
||||
|
Fabricado a mano |
Fabricado con máquina |
Adobe con 15% resina de pino |
Fabricado con máquina |
|
|
Grado de calidad E |
Grado de calidad D |
Grado de calidad C |
||
|
Resistencia a la compresión simple; MPa, mínima |
2 |
4
|
5.88 |
8 |
|
Absorción de agua; %, máxima |
24 |
20 |
18.95 |
18 |
Fuente: Elaboración propia.
CONCLUSIONES
Después de experimentar con diferentes proporciones de resina de pino en la elaboración de cubos, de las pruebas de permeabilidad y resistencia a compresión realizadas, la muestra que obtuvo mejores resultados fue la de suelo + 15% de resina de pino, ya que fue la tercera en conservar su forma por más tiempo sumergida en agua (48 horas sin excremento y 52 horas con excremento en la mezcla) y la que mayor resistencia a la compresión presentó (suelo y resina: 4.82 MPa; suelo + resina + excremento: 4.04 MPa).
Los resultados en las pruebas en adobes indicaron que la impermeabilidad del adobe elaborado con suelo, estiércol de burro y 15 % de resina de pino aumentó (porcentaje de absorción de agua alcanzado: 18.95 %), incluyendo su resistencia a la compresión ya que obtuvo un valor de 5.88 MPa, mientras que su resistencia a la flexión se mantuvo casi igual a la conseguida en los adobes sin resina (0.838 MPa y 0.840 MPa respectivamente). En cuanto a la prueba de permeabilidad realizada en los adobes, adicionar 15 % de resina de pino a la mezcla de suelo y excremento, sí disminuye la permeabilidad del adobe, ya que se presentó un descenso del 21.04 % respecto al porcentaje de absorción de agua establecido para los adobes por la norma N-CMT-2-01-001. La resistencia a la compresión obtenida en el laboratorio es un indicador de la permeabilidad del adobe, ya que entre mayor resistencia, el adobe es menos permeable. Los adobes elaborados con la mezcla propuesta aumentaron su resistencia a la compresión en un 194 %, es decir, 3.88 MPa más que lo solicitado por la norma N-CMT-2-01-001. Mientras que en los resultados obtenidos en la prueba de flexión no hubo un aumento considerable en la resistencia. Respecto al análisis de la varianza, tanto para la prueba de flexión como de compresión, el ajuste de los resultados no fue óptimo.
Por lo tanto el agregado idóneo para mejorar la impermeabilidad del adobe, es la resina de pino al 15 %, la cual también aumenta la resistencia a la compresión en comparación con los adobes tradicionales.
Se recomienda analizar el uso de resina de pino en otro sistema de construcción base tierra para tener más opciones de técnicas con cero o poco impacto ambiental, continuar con el estudio de otras propiedades del material como con resistencia al intemperismo y propiedades termofísicas. La utilización de la mezcla con resina de pino al 15 %, puede efectuarse en comunidades donde se extraiga resina de pino o cercanas a ésta, en caso contrario, la obtención del material sería costoso. Se recomienda realizar un estudio económico del material.
REFERENCIAS BIBLIOGRÁFICAS
ALAVÉZ-RAMÍREZ, R., …[et al.], (2012). The use of sugarcane bagasse ash and lime to improve the durability and mechanical properties of compacted soil blocks. Construction and Building Materials. (34), p.296-305.
American Society of Testing Materials (A.S.T.M.) Método de prueba estándar para resistencia a la flexión del suelo-cemento utilizando viga simple con tercer punto de carga D 1635-00.
ARGÜELLO, T. Y CUCHÍ, B. (2008). Análisis del impacto ambiental asociado a los materiales de construcción empleados en las viviendas de bajo coste del programa 10 x10 Con Techo-Chiapas del CYTED. Informes de la Construcción. 60(509), 25-34.
GUERRERO-BACA, L.F. (2007). Arquitectura en tierra. Hacia la recuperación de una cultura constructiva.
HOUBEN, H; HUBERT, G. (1984). Earth construction, a comprehensive guide. Bourton on Dunsmore: Centre For technology and Development.
KLEIN, M. Y DONALD, R. (1998). Development of CME National Emission Guidelines for Cement Kilns. In CANMET/ACZ International Symposium on Sustainable Development of the Cement and Concrete Industry, editor V.M. Malhotra, Ottawa, 1998, p.16-30.
LABOREL-PRÉNERON, A. …[et al.] (2016). Plant aggregates and fibers in earth construction materials: A review. Construction and Building Materials. (111), p. 719-734.
MCHENRY, P.G. (2000). Adobe: cómo construir fácilmente. México: Trillas.
MONTGOMERY, D. C. (2004). Diseño y Análisis de Experimentos. Limusa - Wiley.
Normas de construcción mexicanas emitidas por el Organismo Nacional de Normalización y Certificación de la Construcción y Edificación (ONNCCE). NMX-C-036-ONNCCE y NMX-C-037-ONNCCE.
SERRANO, S., BARRENECHE, C. y CABEZA, L.F. (2016). Use of by-products as additives in adobe bricks: Mechanical properties characterization. Construction and Building Materials. (108), p.105-111.